-
详细信息
集箱管数控钻床 数控集箱钻床型号:JXZ0515 JXZ0815 JXZ3512
JXZ3515/3 型集箱管数控钻床简称集箱钻主要用于锅炉行业采用高速钢麻花钻钻削集箱管上的管孔,并可使用专用高速钢组合钻锪刀具完成焊接坡口的加工。代替人工划线,大大提高了孔的位置精度和钻削效率,实现钻孔自动化。
技术参数:参数名称 项目 参数值 工件尺寸 锅筒直径范围 Φ100-Φ350mm 锅筒长度范围 2-12m 筒壁*大厚度 50mm
钻削
动力头
数量 3 主轴锥孔 莫氏6号 钻孔*大直径 Φ80mm 转速范围 30~700r/min *大扭矩 525Nm 主轴电机功率 3X11kW 垂直滑台(Z 轴) 垂直方向行程 350mm 轴进给速度 0~5m/min Z轴伺服电机功率 3X2Kw 垂直滑台间距调整
(Y 轴)三钻削头轴间距 500~800mm
(数控可调)间距调整伺服电机功率 2.0kW
龙门移动(X 轴)X 轴*大行程 12.5m X 轴*大移动速度 5m/min X 轴伺服电机功率 4kW X 轴定位精度 0.2mm/全长 夹压油缸 数量 2 夹压力 4-16kN 锅筒管支承架 数量 两端支承架 2 中间支承架 3 支承力 250kN 液压系统 液压泵压力/流量 3~7MPa/15L/min 液压泵电机功率 1.5kW 压缩空气供气压力 0.5MPa 排屑及
冷却排屑器形式 平板链式 排屑器电机功率 1.5kW 冷却泵电机功率 0.45kW 数控分
度头分度回转速度(数控) 0~4r/min 分度精度 ±3' 分度伺服电机功率 3kW 电气系统 数控系统 FAGOR8055 数控轴数 7 电机总功率 约55kW 机床外形尺寸(长x 宽x 高) 约16x1.8x3.5m 机床重量 约35t 机床特点: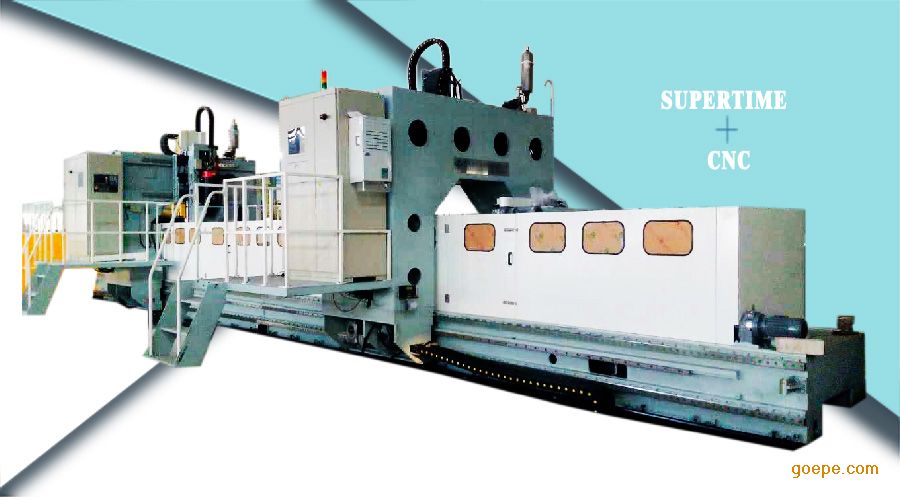
1、机床由底座、龙门、数控分度头、钻削头、垂直滑台、集箱管支承架、夹压油缸、排屑与冷却、自动润滑以及液压系统、气动系统和电气系统等组成。
2、底座是机床的基础件。采用焊接钢结构,经热时效去应力处理,具有较好的刚性和稳定性。底座底面上密布许多可调地基螺钉,可以方便的调整确保底座上导轨面的平面度和直线度。
3、龙门采用焊接框架结构,龙门纵向移动(X 轴)采用固定在底座上的两条高承载力65 号直线滚柱导轨副导向,驱动采用AC 伺服电机经精密减速器及消隙齿轮齿条副,并设有液压锁紧滑块,当驱动电机停转时锁紧滑块夹紧,使龙门在底座上能锁定。确保X 轴高的定位精度和快速定位。
4、数控分度头系固定在机床底座的一端。采用精密回转支承,由AC 伺服电机经精密行星减速机实现数控分度。分度头安装有三爪自定心卡盘,可以方便地夹紧和松开工件,减轻工人的劳动强度。
5、钻削头及垂直滑台
钻削头由变频电机经齿轮减速箱减速驱动钻削主轴。垂直滑台采用直线滚柱导轨副导向,垂直进给由AC 伺服电机驱动滚珠丝杠副,实现快进/工进/停(延时)/快退等动作。
钻削头主轴锥孔为莫式5 号,可以直接安装各种直径的高速钢麻花钻,或专用组合钻锪刀具。
6、集箱管支承架
支承架共两种形式,两端支承架配2 个,中间支承架配3 个。两端支承架安装有二个滚轮,用以支承集箱管外圆面,为适应不同直径的集箱管,一是将支承架上的滚轮安装在不同的位置上,二是可以将支承架的高度进行调整(手摇丝杆升降机),调整好后可锁紧。中间支承架与两端支承架不同处为支承架可摆动,以适应集箱管的弯曲和椭园。两种支承架的纵向移动为滚动摩擦。
7、夹压油缸
当龙门移动到钻孔位置后,夹压油缸可压住集箱管,以减小钻削过程的振动,其夹压力可调(液压)。
8、排屑和冷却
在底座下方地沟安装有平板链式排屑器,切屑可以自动排到尾端的运屑车中,实现文明生产。在排屑器冷却液箱中配有冷却泵,可供刀具外冷以确保钻头的钻削性能和使用寿命,冷却液可以循环使用。
9、自动润滑
该型集箱钻配有自动润滑装置,可以对各处导轨副、齿轮副、齿轮齿条副等进行自动润滑。
10、电气控制先进,采用FAGOR8055 数控系统和上位机管理,便了存储、调用、显示、诊断和运行,实现了钻削过程自动化,工件CAD 图纸可直接输入,自动编程。
11、该型集箱钻配置的关键机械、液压、电气零部件,如直线滚柱导轨副、精密减速机、齿轮齿条副、液压泵、阀、伺服电机及驱动器、数控系统等多为国外厂家产品,因而整机的精度可靠性高,故障少,开机率高。
-
山东时代百超智能装备有限公司
数控角钢生产线、数控角钢钻生产线、角钢高速钻、数控液压冲孔机、数控转角带锯床、数控三维钻、数控平面钻、高速平面钻、数控锅筒钻、数控卧式深孔钻、
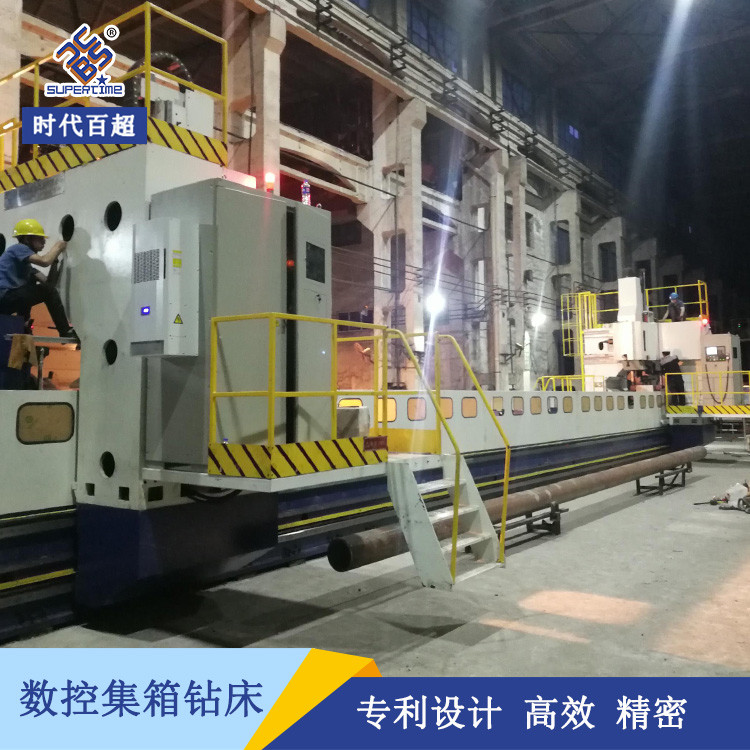
锅炉集箱管钻孔数控高速集箱钻床
页面价格仅供参考,具体请联系报价价格 价格电议,您可以向供应商询价得到该产品价格- 产品型号:JXZ3515/3 型集箱管数控钻床
- 品 牌:时代百超
- 所 在 地:山东济南
- 更新日期:2025-05-17
合计:1台总价:电议山东时代百超智能装备有限公司 地址: 济南市济阳区回河街道山东锐基电力产业园5内容声明:谷瀑为第三方平台及互联网信息服务提供者,谷瀑(含网站、客户端等)所展示的商品/服务的标题、价格、详情等信息内容系由店铺经营者发布,其真实性、准确性和合法性均由店铺经营者负责。谷瀑提醒您购买商品/服务前注意谨慎核实,如您对商品/服务的标题、价格、详情等任何信息有任何疑问的,请在购买前通过谷瀑与店铺经营者沟通确认;谷瀑上存在海量店铺,如您发现店铺内有任何违法/侵权信息,请在谷瀑首页底栏投诉通道进行投诉。